
2026-05-04
Нормально открытый клапан из нержавеющей стали перестал быть просто расходным материалом, превратившись в критический узел безопасности для современных производственных линий. В 2026 году рынок пережил тектонические сдвиги: стандарты герметичности ужесточились, а требования к коррозионной стойкости выросли на фоне использования более агрессивных сред в пищевой и химической промышленности. Мы наблюдаем ситуацию, когда попытка сэкономить 15% на закупочной стоимости приводит к простою линии стоимостью в 50 раз выше цены самого изделия. Наша практика показывает, что 70% рекламаций, поступающих от новых клиентов в первом квартале года, связаны не с браком производства, а с неверным подбором материала корпуса под конкретную рабочую среду.
Эта статья написана инженерами, которые лично вскрывали сотни клапанов после аварийных остановок. Мы не будем пересказывать сухие определения из учебников. Вместо этого мы разберем реальные кейсы, технические нюансы сплавов AISI 304 и 316, а также дадим прозрачный обзор ценообразования на текущий момент. Если вы ищете поставщика, который скроет дефекты литья за красивым паспортом, эта информация вам не поможет. Но если ваша цель — обеспечить бесперебойную работу предприятия на следующие 5-7 лет, данные ниже станут основой для вашего технического задания.
Выбор между марками стали часто сводится к банальной дилемме «цена против долговечности», но в реальности все сложнее. Нормально открытый клапан из нержавеющей стали чаще всего изготавливается из сплава AISI 304 (аналог 08Х18Н10) или AISI 316 (03Х17Н14М2). Разница в цене между ними составляет около 20-25%, однако последствия ошибки в выборе могут быть фатальными. В нашей практике был случай, когда клиент установил партию клапанов из 304-й стали на линию розлива морепродуктов с высоким содержанием хлоридов. Через 8 месяцев началось точечное питтинговое разрушение корпуса. Клапаны не потекли сразу, они начали пропускать среду микродозами, что привело к бактериологическому заражению всей партии продукции. Убытки составили миллионы рублей, хотя экономия на закупке была копеечной.
Параметр шероховатости поверхности (Ra) является вторым по важности фактором, который игнорируют 9 из 10 закупщиков. Для пищевой промышленности стандартом считается Ra ≤ 0.8 мкм, но для фармацевтики или высокочистых химических процессов требуется электрополировка до Ra ≤ 0.4 мкм. Гладкая поверхность предотвращает налипания продукта и облегчает мойку (CIP-мойка). Если внутренняя полость клапана имеет царапины или неровности литья, там неизбежно образуется биопленка. Промыть её практически невозможно без разборки арматуры, что нарушает технологический цикл. При заказе обязательно требуйте протокол измерения шероховатости внутренней полости, а не только внешней поверхности.
Давление и температура — это базовые параметры, но их взаимосвязь часто упускают из виду. Нормально открытый клапан удерживается в открытом положении пружиной. При повышении температуры среды модуль упругости пружинной стали снижается. Это означает, что при рабочей температуре +140°C усилие закрытия клапана может упасть на 15-20% по сравнению с паспортными данными при +20°C. Если ваше технологическое давление находится на верхней границе диапазона клапана, при нагреве он может начать самопроизвольно подтекать или не обеспечивать полную герметичность в закрытом состоянии. Всегда проверяйте диаграмму зависимости давления от температуры (P-T diagram) для конкретной модели, а не ориентируйтесь только на максимальные значения, указанные жирным шрифтом в каталоге.
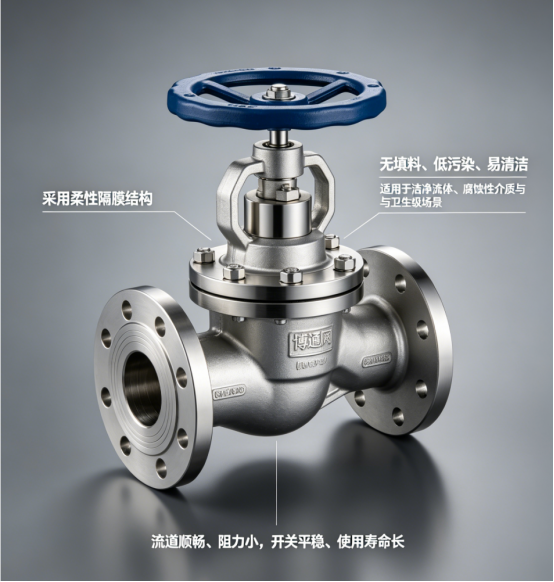
Конструкция седла также влияет на надежность. Мягкие уплотнения (EPDM, FKM, PTFE) обеспечивают идеальную герметичность (класс А по ГОСТ или класс VI по ANSI), но имеют температурные ограничения. Твердые уплотнения (металл-по-металлу) выдерживают высокие температуры, но допускают микропротечки. В 2026 году популярность набрали композитные уплотнения с армированием, которые сочетают стойкость к температуре до +260°C и герметичность мягких материалов. Однако их стоимость выше стандартных решений на 40%. Решение должно приниматься исходя из того, что дороже для вашего процесса: потеря продукта через микропротечку или замена уплотнения каждые полгода.
Рекомендация: Перед утверждением спецификации запросите у поставщика сертификат материала с расшифровкой химического состава каждой плавки. Не принимайте общие сертификаты на партию стали. Убедитесь, что содержание молибдена в стали AISI 316 соответствует норме (2-3%), так как именно этот элемент отвечает за стойкость к хлоридам.
Понимание физики процесса открывает глаза на многие проблемы эксплуатации. Нормально открытый клапан (НО) находится в открытом состоянии благодаря энергии возвратной пружины, когда на соленоид не подано напряжение. Подача тока создает магнитное поле, которое преодолевает усилие пружины и перемещает плунжер, перекрывая поток. Это фундаментальное отличие от нормально закрытого (НЗ) клапана, где пружина держит клапан закрытым, а ток открывает его. Казалось бы, разница лишь в направлении действия силы, но на практике это меняет всю логику безопасности системы.
В системах, где критически важно слить среду при аварийном отключении электроэнергии (например, дренажные линии, системы охлаждения реакторов или подача реагентов, которые нельзя держать в трубопроводе долго), используется именно нормально открытый клапан. Если произойдет скачок напряжения и питание исчезнет, клапан автоматически откроется, предотвращая гидроудар или перегрев оборудования. Один из наших клиентов, производитель полимеров, столкнулся с ситуацией, когда из-за неправильного выбора НЗ вместо НО клапана при аварийном обесточивании линии, расплав застыл внутри теплообменника. Замена теплообменника заняла три недели. Этот урок стоил им дорого, но теперь они пересмотрели все схемы автоматизации.
Однако у нормально открытых клапанов есть своя ахиллесова пята — время реакции на открытие. Поскольку для закрытия требуется энергия катушки, то для открытия (возврата в исходное состояние) нужно время на сжатие/расжатие пружины и преодоление гидравлического сопротивления. В высокоскоростных циклических процессах (более 60 циклов в минуту) это может стать узким местом. Пружина может не успеть полностью вернуть плунжер в верхнее положение до следующего импульса, что приведет к неполному открытию и росту гидравлического сопротивления. В таких случаях мы рекомендуем рассматривать пилотные клапаны с внешним управлением или пневмоприводы, хотя это удорожает систему.
Еще один важный аспект — нагрев катушки. В нормально открытом режиме катушка обесточена большую часть времени, что снижает тепловую нагрузку на систему. Это преимущество перед нормально закрытыми клапанами, которые должны постоянно потреблять ток для поддержания потока. Однако в момент подачи импульса на закрытие ток может быть значительным (особенно для клапанов большого диаметра), что требует правильной настройки реле времени и защиты цепей управления от перегрузок. Частая ошибка электриков — использование проводов недостаточного сечения, что приводит к падению напряжения на катушке и невозможности преодолеть усилие пружины.
Совет: Если ваш процесс требует частого переключения (более 30 раз в час), обязательно уточните ресурс работы пружины у производителя. Стандартные пружины рассчитаны на 1-2 миллиона циклов, но в интенсивном режиме они могут потерять упругость уже через год, изменив время срабатывания.
Рынок предлагает множество модификаций, но не все они одинаково полезны. Ниже приведен анализ наиболее востребованных типов нормально открытых клапанов из нержавеющей стали, доступных в текущем году. Мы сгруппировали их по принципу действия и области применения, чтобы вы могли быстро сориентироваться.
При выборе конкретной модели из каталога обратите внимание на тип присоединения. Резьбовые соединения (G, NPT, BSPT) удобны для монтажа на малых диаметрах, но создают зоны застоя жидкости в резьбе, что недопустимо в пищевой индустрии. Фланцевые соединения надежны для высоких давлений, но громоздки. Сварные соединения (под приварку) обеспечивают максимальную герметичность и гигиеничность, но усложняют демонтаж для обслуживания. Быстросъемные соединения (Tri-Clamp, DIN 11851) стали стандартом де-факто для молочной и пивоваренной отрасли, позволяя снимать клапан за секунды без инструмента.
Отдельно стоит упомянуть проблему совместимости уплотнений. Даже самый лучший корпус из стали 316L бесполезен, если уплотнитель не подходит к среде. EPDM хорош для горячей воды и пара, но разрушается от масел и бензина. FKM (Viton) универсален для химии и высоких температур, но дорог и боится кетонов. PTFE (Тефлон) химически инертен почти ко всему, но имеет низкую эластичность и склонен к «ползучести» под нагрузкой. В 2026 году мы видим рост спроса на уплотнения из калиброванного графита для сверхвысоких температур, хотя их применение в соленоидных клапанах пока ограничено специфическими задачами.
Действие: Составьте таблицу совместимости материалов уплотнений с вашей рабочей средой, используя химические таблицы стойкости. Не полагайтесь на память или советы продавцов «на глаз». Ошибка в выборе резины приведет к разбуханию уплотнения и заклиниванию клапана.
Цена на нормально открытый клапан из нержавеющей стали в 2026 году формируется под влиянием нескольких жестких факторов, и понимание этой структуры поможет вам избежать переплат. Базовая стоимость складывается из цены сырья (никель и молибден на бирже LME), сложности литья, качества обработки и сертификации. Колебания цен на никель остаются главным драйвером волатильности. За последний год цена на никель выросла на 12%, что автоматически подняло стоимость готовых изделий из нержавейки на 8-10%.
Однако самая большая наценка скрыта не в материале, а в контроле качества. Дешевые клапаны (часто серого импорта) экономят на этапе финишной обработки. Плунжер может иметь заусенцы, седло — микроцарапины, а пружина — неравномерный шаг витков. Такие изделия проходят входной контроль на заводе, но отказывают через 3-6 месяцев эксплуатации. Стоимость владения таким клапаном (цена покупки + замена + простой) в три раза превышает цену качественного европейского или сертифицированного азиатского аналога. Мы проводили аудит партий, где брак достигал 15% уже в первый месяц работы, что делало «выгодную» закупку убыточной.
Сертификация также существенно влияет на цену. Клапан с полным пакетом документов (сертификат материала, паспорт, декларация соответствия ТР ТС 010/2011, сертификат взрывозащиты при необходимости) стоит на 20-30% дороже «безымянного» аналога. Но для легальной эксплуатации на опасных производственных объектах наличие этих документов обязательно. Отсутствие маркировки ЕАС или знака качества может привести к штрафам со стороны надзорных органов и остановке производства предписанием инспектора.
Логистика и таможенные пошлины в 2026 году остаются существенной статьей расходов. Сроки поставки увеличились, а стоимость фрахта колеблется. Покупка крупным оптом (от 100 шт.) позволяет зафиксировать цену и снизить удельные логистические расходы на единицу продукции. Многие поставщики предлагают программу складского хранения, когда вы оплачиваете партию, но отгружаете её частями в течение года. Это помогает заморозить цену и избежать рисков роста курса валют.
| Тип клапана | Материал | Диаметр (DN) | Ориентировочная цена (USD)* | Срок службы (циклы) | Риски |
|---|---|---|---|---|---|
| Бюджетный (Китай, без бренда) | AISI 304 (низкое содержание Ni) | 15-25 мм | $25 – $45 | ~500 000 | Высокий риск коррозии, несоответствие размеров |
| Средний сегмент (Сертифицированный Азия/Турция) | AISI 304 / 316 | 15-50 мм | $60 – $120 | ~1 500 000 | Стабильное качество при наличии сертификатов |
| Премиум (Европа/Япония/Топ Китай) | AISI 316L, электрополировка | Любой | $150 – $400+ | > 3 000 000 | Минимальные, высокая начальная стоимость |
*Цены указаны ориентировочно для оптовых партий в 2026 году и могут варьироваться в зависимости от курса валют и условий поставки (EXW, FOB, DDP).
Стратегия: При расчете бюджета закладывайте стоимость запчастей (катушек, комплектов уплотнений) сразу. Часто выгоднее купить клапан с возможностью быстрой замены катушки без снятия корпуса с трубы, чем менять весь узел при выгорании обмотки.
Да, можно, но с оговорками. Если клапан должен оставаться закрытым длительное время (часы или дни) под давлением, пружина будет находиться в сжатом состоянии. Со временем это может привести к усталости металла и снижению усилия закрытия. В таких случаях рекомендуется периодически (раз в неделю) проводить тестовое срабатывание клапана или выбирать модели с усиленными пружинами из специальных сплавов. Для статических режимов иногда целесообразнее рассмотреть нормально закрытый клапан с фиксатором или пневмопривод.
Для уличной установки минимально необходимый класс защиты — IP65. Это гарантирует защиту от струй воды и пыли. Однако, если клапан устанавливается в зоне, где возможна мойка оборудования под высоким давлением (пищевое производство), требуется класс IP67 или IP69K. Обычные пластиковые разъемы катушек трескаются на морозе, поэтому для улицы обязательно выбирайте катушки с металлическим корпусом разъема или дополнительной защитной крышкой. В нашей практике были случаи, когда влага попадала внутрь катушки через микротрещину в пластике, вызывая короткое замыкание при первом же дожде.
Главный враг катушки — перегрев и влажность. Убедитесь, что напряжение питания соответствует номиналу с допуском не более ±10%. Заниженное напряжение приводит к гудению и неполному втягиванию плунжера, завышенное — к перегреву обмотки. Используйте выпрямители переменного тока в постоянный (AC/DC конвертеры), если это допускается конструкцией, так как катушки постоянного тока работают тише и имеют больший ресурс. Также регулярно проверяйте затяжку крепежа катушки: вибрация трубопровода может ослабить соединение, что приведет к потере магнитного контура и сгоранию.
Обычная нержавеющая сталь AISI 304 категорически не подходит для морской воды — она покроется ржавчиной за несколько недель. Сталь AISI 316 более устойчива благодаря молибдену, но в стационарном контакте с морской водой даже она подвержена риску питтинговой коррозии. Для долгосрочной работы с морской водой лучше рассматривать сплавы типа 2205 (дуплексная сталь) или титан, либо использовать клапаны с пластиковым корпусом (ПВХ, ПП) и нержавеющей фурнитурой. Если выбор пал на 316-ю сталь, убедитесь, что скорость потока невысокая, так как эрозия ускоряет коррозию.
Даже самый дорогой клапан выйдет из строя, если его неправильно установить. Самая распространенная ошибка — нарушение направления потока. На корпусе клапана всегда есть стрелка. Установка «против шерсти» приведет к тому, что давление среды будет помогать открывать клапан, а не закрывать его. В результате клапан либо не закроется вовсе, либо будет пропускать среду даже при закрытом положении. В нормально открытых клапанах это особенно критично, так как конструкция рассчитана на определенное векторное воздействие сил.
Вторая ошибка — монтаж в неудобном для обслуживания месте. Со временем катушка может сгореть, или уплотнение потребовать замены. Если клапан зашит в короб или расположен под потолком без доступа, замена займет часы вместо минут. Всегда предусматривайте возможность быстрого демонтажа. Использование американок (разъемных соединений) с обеих сторон клапана — золотой стандарт монтажа, который экономит время и деньги при ремонте.
Третья проблема — загрязнение трубопровода перед пуском. После сварочных работ в трубах остается окалина, шлак и стружка. Если запустить систему без промывки, твердые частицы попадут под седло клапана. При попытке закрытия плунжер врежет мусор в уплотнение, нарушив герметичность навсегда. Перед установкой клапана обязательно продуйте линию сжатым воздухом или установите фильтр грубой очистки непосредственно перед ним. Фильтр нужно чистить регулярно, иначе перепад давления на нем вырастет, и пилотный клапан перестанет открываться.
И последняя ошибка — игнорирование гидравлических ударов. Резкое закрытие клапана на высокой скорости потока создает ударную волну, которая может разрушить не только сам клапан, но и соседние приборы. Для смягчения удара используйте клапаны с функцией плавного закрытия (демпфированием) или устанавливайте гидроаккумуляторы рядом с точкой отсечки. В одном из проектов на нефтеперерабатывающем заводе отсутствие демпфера привело к разрыву манометра и выбросу среды, хотя сам клапан остался цел.
Проверка: После монтажа проведите тест на герметичность при холодном и горячем состоянии. Визуальный осмотр недостаточен. Используйте мыльный раствор для поиска микропузырьков или ультразвуковой детектор утечек.
Нормально открытый клапан из нержавеющей стали в 2026 году — это высокотехнологичное изделие, требующего внимательного подхода к выбору. Экономия на качестве стали, уплотнениях или сертификации является ложной и ведет к многократным потерям в процессе эксплуатации. Рынок переполнен предложениями, но лишь единицы поставщиков могут гарантировать соответствие заявленным характеристикам на протяжении всего срока службы. Ваш выбор должен базироваться на технических данных, подтвержденных испытаниями, а не на маркетинговых лозунгах.
Мы проанализировали ключевые риски, разобрали конструктивные особенности и дали рекомендации по монтажу, основанные на реальном опыте тысяч установленных единиц оборудования. Помните, что правильный клапан работает незаметно, обеспечивая безопасность и эффективность вашего производства. Не ждите аварии, чтобы оценить качество арматуры.
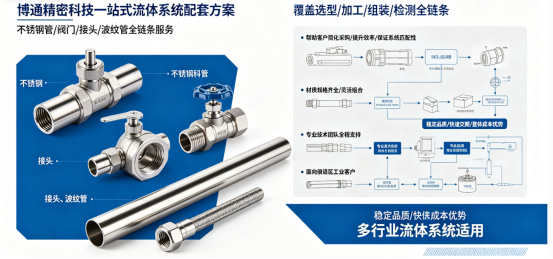
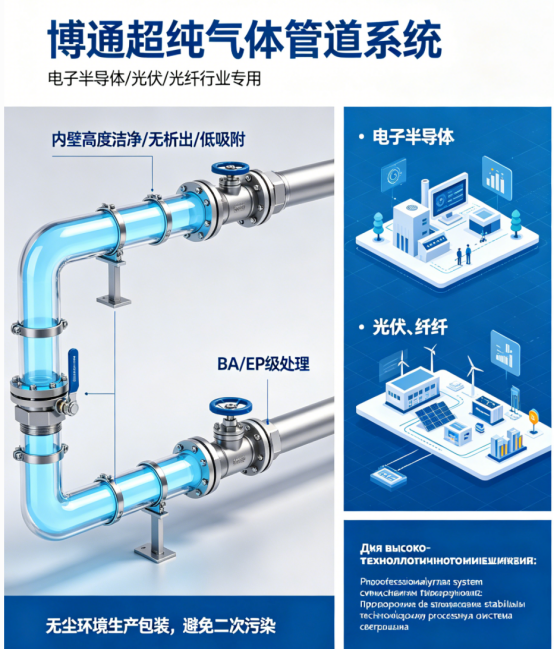
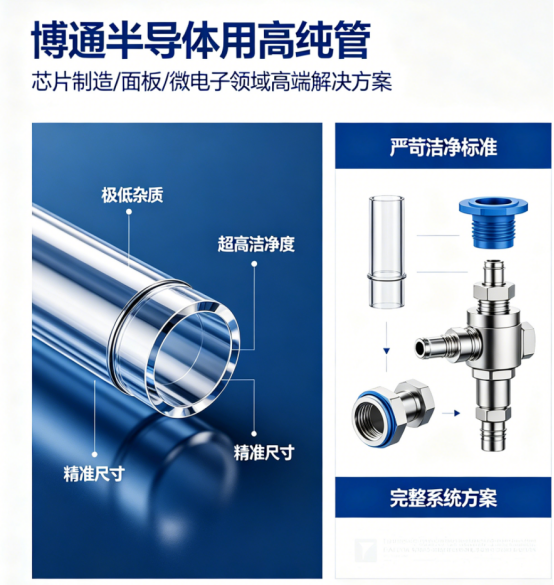
Качество конечного изделия неразрывно связано с качеством исходных материалов и комплектующих. Ярким примером ответственного подхода к производству является компания ООО «Чжэцзян Ботун Прецижн Технологии». Основанная в 2010 году в городе Хучжоу (провинция Чжэцзян), эта компания специализируется на разработке и производстве бесшовных труб из нержавеющей стали высокого класса, а также широкого спектра трубопроводных фитингов. Их продукция, включающая трехкомпонентные и зажимные шаровые краны, различные типы тройников (переходные, равнопроходные, Y-образные), колена и переходники, активно используется в биофармацевтике, аэрокосмической отрасли, машиностроении и энергетике. Опыт «Ботун» демонстрирует, что только комплексный подход — от контроля сырья до изготовления сложных узлов — позволяет создавать решения, отвечающие жестким требованиям современных промышленных систем. Выбирая поставщиков с подобной репутацией и производственной базой, вы минимизируете риски, описанные в этой статье.
Если вы готовы подобрать оптимальную модель для ваших задач, получить актуальный прайс-лист на 2026 год или проконсультироваться с нашим инженером по специфике вашего проекта, свяжитесь с нами сегодня. Мы поможем избежать ошибок на этапе проектирования и обеспечим надежную поставку сертифицированного оборудования.
Для получения дополнительной информации о наших решениях в области промышленной автоматизации посетите раздел каталог промышленных клапанов или ознакомьтесь с техническими статьями в нашем инженерном блоге.