
2026-06-03
Выбор между обжимными фитингами и сварными соединениями для систем из нержавеющей стали зависит от трех критических факторов: давления в системе, требований к чистоте среды и доступности трубопровода для обслуживания. Если вам нужна скорость монтажа и возможность быстрой замены узлов без остановки всего производства — выбирайте обжимные фитинги. Если приоритетом является абсолютная герметичность при экстремальных температурах, работа с агрессивными средами под высоким давлением или соблюдение строгих санитарных норм (например, в биофармацевтике) — единственно верным решением станет орбитальная сварка.
В нашей практике мы часто видим, как инженеры пытаются сэкономить на этапе проектирования, выбирая более дешевый метод соединения, что в итоге приводит к утечкам или загрязнению продукта. Например, один из наших клиентов в пищевой промышленности использовал резьбовые соединения там, где требовалась сварка, и потерял целую партию продукции из-за бактериального загрязнения в зазорах резьбы. Это стоило им в десять раз больше, чем первоначальная экономия на монтаже. Поэтому вопрос не в том, что «лучше» в вакууме, а в том, что надежнее именно для ваших условий эксплуатации.
Ключевым элементом любой такой системы остаются клапаны из нержавеющей стали, которые служат точками контроля потока. Независимо от выбранного метода соединения труб, качество клапанов определяет общую надежность контура. В этой статье мы детально разберем технические нюансы обоих методов, опираясь на реальные кейсы и стандарты ГОСТ/ISO, чтобы вы могли принять взвешенное решение.
Обжимные фитинги (компрессионные соединения) представляют собой механический способ герметизации, где металлическое кольцо (цанга или феррула) деформируется вокруг трубы при затяжке гайки, создавая уплотнение. Этот метод доминирует в приборостроении, гидравлике и системах КИПиА, где требуется частая разборка узлов.
Главное преимущество здесь — отсутствие термического воздействия на металл. При сварке структура нержавеющей стали в зоне шва меняется, что может снизить коррозионную стойкость, если не провести последующий травление и пассивацию. Обжим сохраняет исходные свойства материала трубы. Кроме того, монтаж занимает секунды: установил трубу до упора, закрутил гайку ключом — готово. Для сложных трасс, проложенных в труднодоступных местах, это спасение, так как не нужны громоздкие сварочные аппараты и защита от искр.
Однако у технологии есть физические ограничения. Механическое соединение чувствительно к вибрациям. Если система подвергается постоянной сильной вибрации (например, рядом с мощными компрессорами), гайка может самопроизвольно ослабнуть, если не использовать специальные стопорные шайбы или фиксаторы резьбы. Мы сталкивались с ситуацией на нефтеперерабатывающем заводе, где вибрация привела к микротрещинам в феррулах через 6 месяцев эксплуатации, хотя давление было в пределах нормы. Решение потребовало полной переборки узлов.
Давление также играет роль. Стандартные обжимные фитинги из нержавеющей стали обычно рассчитаны на давление до 20–30 МПа (зависит от диаметра). Выше этого порога риск выдавливания трубы возрастает экспоненциально. Для сверхвысоких давлений (выше 40 МПа) механическое соединение становится зоной повышенного риска, и здесь сварка выигрывает безоговорочно.
Важный нюанс — человеческий фактор. Качество обжима напрямую зависит от момента затяжки. Перетяжка приведет к деформации трубы и трещинам, недотяжка — к утечке. Использование динамометрических ключей обязательно, но на крупных объектах проконтролировать каждого монтажника сложно. Именно поэтому в ответственных узлах мы рекомендуем дублировать контроль визуальным осмотром положения феррулы.
Для проектов, где требуется баланс между надежностью и сервисопригодностью, компания ООО Чжэцзян Ботун Прецизионные Технологии предлагает широкий спектр решений. Наш ассортимент включает не только трубы, но и высококачественные соединительные элементы, такие как тройники с переходником из нержавеющей стали, колена и специализированные фитинги, которые идеально стыкуются с обжимными системами. Продукция производится с соблюдением строгих допусков, что минимизирует риск ошибок монтажа из-за несоответствия геометрии.
Сварка нержавеющей стали, особенно орбитальная автоматическая сварка (TIG), создает неразъемное соединение, которое по прочности часто превосходит саму трубу. Это «золотой стандарт» для трубопроводов, транспортирующих опасные, токсичные или сверхчистые вещества. Когда вы варите трубу, вы фактически превращаете два отдельных элемента в один монолит.
Основная причина выбора сварки — гигиена и отсутствие мертвых зон. В обжимных фитингах всегда есть микрополости между торцом трубы и внутренним упором фитинга. В пищевой и фармацевтической промышленности там могут скапливаться бактерии, которые невозможно вымыть. Сварной шов, выполненный с правильной проточкой (или без нее, в зависимости от стандарта), обеспечивает гладкую внутреннюю поверхность, соответствующую требованиям Ra (шероховатость). Клапаны из нержавеющей стали, устанавливаемые в такие линии, также должны иметь сварные концы, чтобы сохранить эту непрерывность.
Термостойкость сварных соединений практически не ограничена пределами самого материала трубы. Они выдерживают криогенные температуры жидкого азота и жар печей до 600–800°C (для жаропрочных сталей). Механические уплотнения обжимных фитингов при таких перепадах температур работают хуже из-за разного коэффициента теплового расширения материалов гайки, феррулы и трубы.
Но у сварки есть свои «подводные камни». Главный враг — межкристаллитная коррозия. При нагреве в зоне термического влияния хром может связываться с углеродом, образуя карбиды, и сталь теряет свою коррозионную стойкость. Чтобы избежать этого, необходимо использовать стали с низким содержанием углерода (маркировки 304L, 316L, где «L» означает Low carbon) и обязательно проводить пассивацию швов после монтажа. Игнорирование этого этапа — классическая ошибка, которая приводит к появлению ржавчины («чайных пятен») уже через несколько недель эксплуатации.
Еще один существенный минус — сложность модернизации. Если вы ошиблись в проекте или нужно добавить отвод через год после запуска, придется резать трубу, варить заново, проводить рентген-контроль и травление. Это требует остановки производства. В отличие от обжима, здесь нельзя просто открутить гайку. Поэтому перед сваркой проект должен быть выверен до миллиметра.
Качество шва на 90% зависит от подготовки кромок и чистоты газа. Даже следы масла на руках сварщика могут испортить шов, вызвав поры. Мы видели случаи, когда из-за недостаточной продувки аргоном внутри трубы образовывался «оксидный грот» — наплывы металла внутри, которые срывали поток и создавали турбулентность. Для избежания таких проблем требуется высокая квалификация персонала или использование автоматических орбитальных сварочных головок.
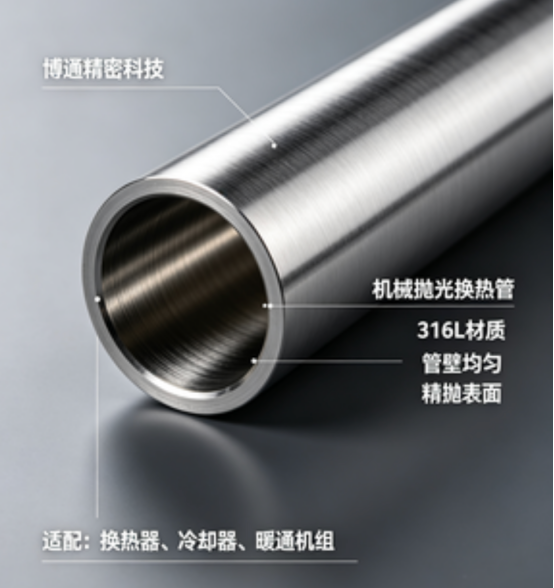
Компания ООО Чжэцзян Ботун Прецизионные Технологии, основанная в 2010 году в городе Хучжоу, специализируется на производстве бесшовных труб, которые идеально подходят для сварки. Наша продукция, включая трубы для биофармацевтики и аэрокосмической отрасли, имеет строго контролируемую геометрию и химический состав, что гарантирует стабильное качество шва. Мы понимаем, что для сварки важны не только внешние размеры, но и внутренняя чистота трубы, поэтому наши производственные линии оснащены системами контроля, исключающими загрязнения.
Чтобы структурировать выбор, давайте сведем ключевые параметры в единую таблицу. Этот инструмент поможет быстро отсеять неподходящие варианты на этапе предварительного проектирования.
| Параметр сравнения | Обжимные фитинги (Compression) | Сварные соединения (Welded) |
|---|---|---|
| Герметичность | Высокая, но зависит от момента затяжки. Риск микроутечек при вибрации. | Абсолютная (монолит). Идеально для токсичных газов и вакуума. |
| Максимальное давление | До 20–30 МПа (стандартные серии). Специальные серии до 40+ МПа. | Ограничено только прочностью трубы. Выдерживает любые рабочие давления. |
| Температурный режим | Ограничен свойствами уплотнительных элементов и расширением металлов. Обычно до +400°C. | Полный диапазон свойств стали. От криогеники (-196°C) до высоких температур. |
| Санитарные требования | Низкие. Есть зоны застоя. Не подходит для стерильных процессов без спец. мер. | Максимальные. Гладкий переход, отсутствие полостей. Стандарт для Food & Pharma. |
| Скорость монтажа | Очень высокая. Не требует квалификации сварщика и оборудования. | Низкая. Требует времени на подготовку, сварку, контроль и обработку шва. |
| Ремонтопригодность | Высокая. Узел можно разобрать и собрать повторно (2-3 раза). | Низкая. Требуется резка и новая сварка. Локальный ремонт невозможен. |
| Стоимость владения | Высокая цена комплектующих, низкая цена работ. | Низкая цена фитингов (отводы/тройники), очень высокая цена работ и контроля. |
| Влияние человеческого фактора | Критично. Недотяг или перетяг ведут к браку. | Критично. Ошибка сварщика ведет к сквозным дефектам и коррозии. |
Анализируя эту таблицу, становится очевидным, что универсального победителя нет. В энергетике, где вибрация турбин постоянна, сварка предпочтительнее. Но в цеху розлива напитков, где линии часто перенастраивают под новый формат бутылок, обжимные соединения (или быстрые молочные муфты, являющиеся их разновидностью) будут эффективнее.
Отдельно стоит упомянуть гибридные решения. Часто магистраль выполняется сварной для надежности, а отводы к приборам и датчикам делаются на обжимных фитингах для удобства обслуживания. В таких узлах критически важно правильно подобрать клапаны из нержавеющей стали, которые будут служить переходным звеном. Например, шаровые краны с зажимным соединением от ООО Чжэцзян Ботун позволяют легко интегрировать арматуру в смешанные системы, обеспечивая герметичность сварного контура и удобство сервиса на конечных точках.
При расчете бюджета проекта многие закупщики смотрят только на цену железа: «Фитинг стоит 5 долларов, отвод под сварку — 2 доллара. Берем сварку». Это опасное заблуждение. Давайте посчитаем полную стоимость владения (TCO) для условного участка трубопровода длиной 100 метров.
В случае со сваркой вы платите не только за тройники и колена. Вы платите за аренду сварочного аппарата, расход газа (аргон высокой чистоты дорог), электроды, работу сертифицированного сварщика (час работы которого в 3-5 раз выше стоимости работы слесаря), а также за неразрушающий контроль (рентген или капиллярный метод). Добавьте сюда время простоя цеха во время монтажа и последующую химическую обработку швов. Итоговая сумма может превысить стоимость материалов в 4-5 раз.
Для обжимных фитингов статья расходов на материалы выше — качественный фитинг из нержавейки стоит дорого. Но монтаж выполняет обычный слесарь обычным ключом за минуты. Нет затрат на газ, электричество и контроль швов. Если проект требует сдачи «под ключ» за 3 дня, обжим выигрывает по срокам безальтернативно.
Однако есть нюанс с ремонтом. Если обжимной фитинг потек, его замена стоит копейки. Если потек сварной шов, нужно останавливать систему, вырезать кусок трубы, варить вставку, проверять шов. Простой линии производства может стоить тысячи долларов в час. В этом контексте надежность сварки окупается отсутствием аварий, но только если она выполнена качественно.
Мы рекомендуем проводить аудит проекта до закупки. Если бюджет ограничен, а условия эксплуатации мягкие (вода, воздух, низкое давление), обжимные системы могут оказаться выгоднее за счет скорости. Если же речь идет о газопроводе высокого давления или молочной линии, экономия на сварке недопустима — цена одной утечки или партии испорченного молока перекроет всю экономию.
Нельзя рассматривать трубы изолированно от арматуры. Клапаны из нержавеющей стали являются самыми нагруженными элементами системы. Именно они испытывают гидроудары при закрытии, перепады температур и механические нагрузки от трубопровода.
Тип присоединения клапана диктует логику всей ветки. Если вы выбрали сварную магистраль, логично ставить клапаны под приварку (BW – Butt Weld). Это исключает лишние фланцевые соединения, которые являются потенциальными точками утечки. Трехкомпонентные шаровые краны, предлагаемые в ассортименте ООО Чжэцзян Ботун, часто имеют модульную конструкцию, позволяющую адаптировать их под разные типы концовок, но для стационарных высокотемпературных линий цельносварной корпус и приварные концы — лучший выбор.
Если же система предполагает частую демонтаж арматуры для калибровки или замены (например, регулирующие клапаны или клапаны сброса давления), то использование обжимных концовок (Compression) или резьбы (NPT/BSP) на корпусе клапана оправдано. Шаровые краны с зажимным соединением позволяют снять механизм управления или уплотнения без демонтажа всего корпуса из трубы, что значительно ускоряет ТО.
Важно помнить о совместимости материалов. Если труба из стали 316L, то и фитинги, и клапаны должны быть из 316L. Смешивание марок (например, 304 фитинги на 316 трубу) в агрессивных средах приведет к электрохимической коррозии в месте контакта. В нашей практике был случай, когда использование дешевых фитингов из 304 стали на магистрали из 316 привело к точечной коррозии через полгода работы с морской водой. Всегда проверяйте сертификаты материала (Mill Certificate) на всю цепочку: труба – фитинг – клапан.
Да, можно, но с жесткими ограничениями. Кислород требует специальной очистки от масел и жиров (degassing), так как любая органика в сочетании с кислородом под давлением может вызвать взрыв. Обжимные фитинги должны быть специально подготовлены для кислородного сервиса (Oxygen Cleaned). Однако для высоких давлений кислорода сварные соединения все же предпочтительнее из-за отсутствия потенциальных зазоров, где может скапливаться загрязнение.
Для магистралей питьевой воды в зданиях чаще используют пресс-фитинги (разновидность обжима с аксиальным сжатием), так как они быстрее и дешевле в монтаже. Но для технологических линий розлива воды, где важна стерильность, используется только орбитальная сварка с последующей электрополировкой внутренней поверхности. Выбор зависит от того, является ли вода продуктом или просто средой для отопления.
Производители обычно допускают не более 2-3 сборок/разборок одного и того же фитинга. Феррула (обжимное кольцо) деформируется пластически при первой затяжке. Повторная сборка на ту же трубу возможна, но герметичность не гарантируется. Если вы демонтировали фитинг, лучше заменить феррулы на новые. Попытка сэкономить на копеечном кольце может привести к дорогой утечке.
Нет, рентгенографический контроль применяется только для сварных швов. Контроль обжимных соединений осуществляется визуально (проверка зазора между гайкой и корпусом, положение метки на гайке) и пневматическим тестом на герметичность после монтажа. Это существенно удешевляет процедуру приемки объекта.
Подводя итог, можно сказать: нет плохих технологий, есть неправильное применение. Обжимные фитинги — это выбор инженеров, ценящих гибкость, скорость и возможность модернизации. Сварка — это выбор тех, кто ставит во главу угла монолитную надежность, гигиену и работу в экстремальных режимах.
Наш совет прост: разделяйте систему на контуры. Магистральные линии, идущие вдоль стен и потолков, которые не будут меняться десятилетиями, варите. Это снизит количество точек потенциальной утечки. А вот участки подключения оборудования, приборы КИП и зоны частой переналадки собирайте на качественных обжимных фитингах. Такой гибридный подход оптимизирует бюджет и обеспечит максимальную отказоустойчивость.
Не забывайте, что основа любой системы — это качество компонентов. Использование несертифицированных труб или фитингов с неизвестным химическим составом сводит на нет преимущества любого метода монтажа. Компания ООО Чжэцзян Ботун Прецизионные Технологии готова обеспечить ваш проект полным спектром продукции: от бесшовных труб для аэрокосмической отрасли до сложных тройников и надежных шаровых кранов. Мы работаем с 2010 года и понимаем специфику требований различных отраслей, от биофармацевтики до тяжелого машиностроения.
Если вы сомневаетесь в выборе или вам нужен расчет спецификации под конкретный проект, не рискуйте ресурсами предприятия. Свяжитесь с нами сегодня для получения консультации от наших технических специалистов. Правильный выбор соединения сегодня — это отсутствие проблем завтра.
Для подробного изучения характеристик нашей арматуры перейдите в раздел каталог клапанов из нержавеющей стали, где представлены технические чертежи и сертификаты на всю продукцию.